Casting (Foundry) is the process of processing metal without removing chips. Casting represents the technology of shaping metal objects by pouring molten metal into ready-made molds using a model, in order to obtain a casting after cooling.

Casting is a very convenient process for making machine parts whose shape is complicated with internal contours and irregular channels. Casting is also used for more economical production of machine parts and elements.
Modern technology and more modern equipment for casting make it possible to obtain castings of different dimensions, accuracy and surface quality, which means that the need for subsequent mechanical processing is less and less present.
Almost all types of metals and their alloys can be shaped by casting. However, the most widely used are metals and their alloys whose properties and characteristics correspond to the casting process. The most important properties of metals and alloys that come to the fore during casting are the degree of fluidity and volume change upon cooling. Gray cast iron, zinc, tin, lead, copper, as well as most non-ferrous metal alloys have particularly good ductility.
Casting procedures:
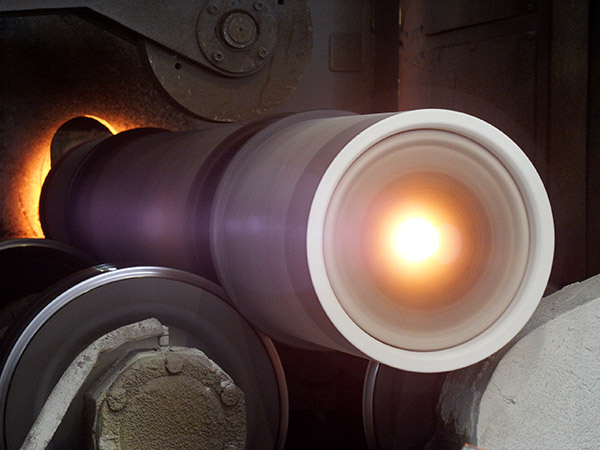
Centrifugal casting in molds
Centrifugal casting (Centrifugal Foundry) is a process by which rotating bodies are cast using the principle of centrifugal force. Centrifugal force is created by turning the mold, and then the molten metal is distributed on the walls of the casting cavity. This enables the production of hollow rotary bodies whose axis of symmetry is the axis of rotation. Molds that rotate either around their horizontal or vertical axis are used to create centrifugal force.
Machines where the molds rotate around a vertical axis are used to obtain smaller castings where the height is smaller than the diameter. In machines where the mold rotates along its horizontal axis, a casting of greater height with a relatively small diameter is obtained.
Centrifugal casting has certain advantages such as: no need for cores when creating a cavity in the casting, material consumption is reduced to a minimum, good structure of the casting, additions for mechanical finishing are minimal and the cost of the casting is lower compared to other castings, which promotes more economical consumption and increasing productivity.
Continuous casting
In the process of continuous casting (Continually Foundry), molten metal is continuously and evenly poured from a pot into a metal mold that is cooled by water on one side. The molten metal is drawn out from the other side of the mold in the form of a solidified metal product. This procedure ensures the production of castings of various shapes. In metallurgy, and especially in the production of rolled products, the use of this procedure achieves great savings in material and time. In practice, continuous casting is also called continuous or continuous casting.
In metallurgy and foundry, the process of continuous casting is used more and more. Continuous casting can achieve higher productivity and greater economy compared to other casting processes.
Casting in metal molds
Gravity casting in molds (pouring into metal molds) has a very wide application in the production of aluminum castings. Gravity-cast castings are used in all branches of mechanical engineering (internal combustion engines, gas technology, shipbuilding, etc.). Compared to other casting processes, they have certain advantages and are very widespread.

Compared to sand casting, mold casting has the following advantages:
The accuracy of dimensions and shape is higher, as well as the quality of the surface (smaller additions for processing),
More economical production
Better mechanical properties of the material - (fine-grained without voids from included gases)
Metal molds can withstand up to 100,000 castings, sand molds are used for single use
Casting in sand molds
To make a mold, models are needed, which are made in a model shop, usually from wood and metal. The most common and highest quality wood for model making is linden. If the casting has an internal cavity, corers are used to make the cores. In the molding department of the foundry, a mold and a core are made with the help of a model and a corer, which is mainly made of sand of a certain type and quality, with some additions. Appropriate models are placed on the molding plates, which are dusted with a powder called lycapodium. Dusting is done so that wet sand does not stick to the model. Then, the molding mixture is compacted into metal frames with manual rammers or molding machines. moulders. After the sand is compacted, channels are provided to remove gases from the mold (called vents) which can cause porosity in the casting and thus make it unusable. One part of the mold thus compacted is rotated, another part or parts of the model are placed on it, pouring systems, slag collection systems and casting feeding systems that ensure the flow of liquid metal during the cooling of the casting. The next operation is compacting the sand in the upper part of the mold. When this operation is finished, the molds are disassembled and the models are removed from them. If the casting has an internal cavity, one or more previously prepared cores are inserted into the mold. When pouring the molten metal, the mold must be completely closed, so that it forms a tight fit. Then, through the cup and channels of the pouring system, the casting is poured into the pouring cavity of the mold.





